¨ Rolling in calibres (shape rolling)
Long products are steel products that include bar, rod and structural products that are "long", rather than "flat". Structural shapes such as bars of various cross-sections, channel sections, I-beams etc. are produced by passing the stock through a number of pairs of specially designed rolls. Grooves in the roll surface enable the forming of a very diverse range of solid shapes. Figure 5.27 shows only a few examples.
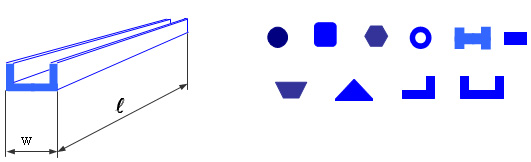
Fig 5.27: Examples of rolled products
One sub-classification within Calibre Rolling is based on cross-sectional symmetry as follows:
- longitudinal rolling sections with two or more axes of symmetry
- longitudinal rolling sections with one axis of symmetry
- longitudinal rolling asymmetrical sections
- other rolling techniques (non-longitudinal rolling)
Longitudinal rolling
For successful rolling of shapes with a good surface quality, it is important to achieve the appropriate plastic flow of the processed material in the roll grooves to avoid overfill and flow related defects such as laps and fins. It is also important to estimate accurately the roll separating force and roll torque. Shape rolling belongs to the most complicated process for optimisation. It is not easy to make and maintain rolls of complex geometry; there is also the emphasized problem of roll wear. In an attempt to avoid complicated roll geometry, sophisticated mill configurations have been developed leading to the broad application of so-called universal mills (combinations of horizontal and vertical stands). The application of universal mills allows the employment of simple roll geometry.
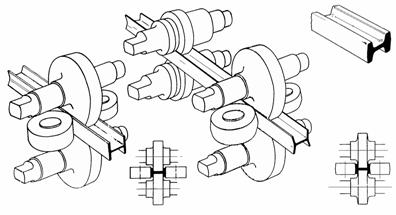
Fig 5.28: Typical universal roll configuration for rolling I-beams and channel sections [42, 96]
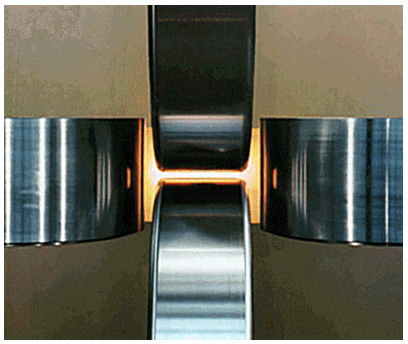
Fig 5.29: Plain rolls for rolling universal beams [42] (adjusted from Gonterman Paipers Co. Catalogues)
However, contemporary trends indicate that grooved rolls will continue to be used, especially at the breakdown stages of rolling, while in the case of asymmetric (complicated) sections, calibre rolls are used readily along the whole production line.
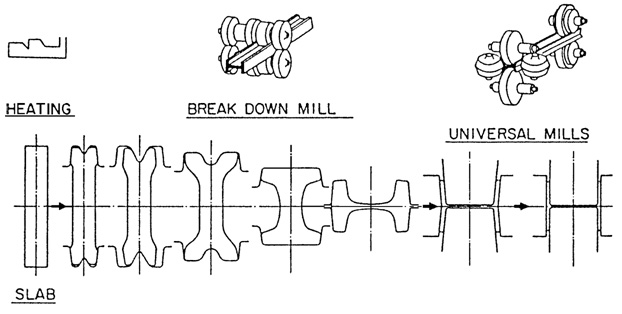
Fig 5.30: The outline of a modern rolling technique [42, 466]
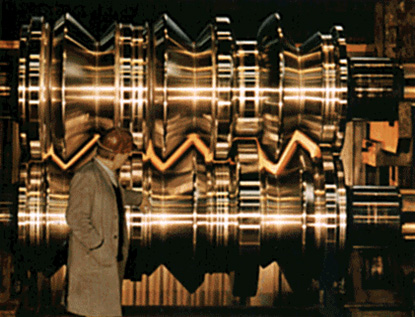
Fig 5.31: Grooved rolls for rolling a complex “z-piling” section [42] (adjusted from Gonterman Paipers Co. Catalogues)

Fig 5.32: Top view of the front end of an intermediate rolled product at the early stage of rolling a 200 mm channel section
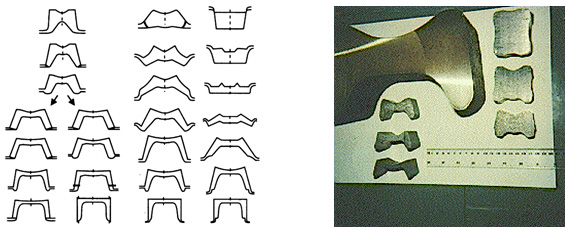
Fig 5.33: Different systems for rolling channel sections
Mill stands used for section rolling can be grouped according to the number of installed rolls as follows:
- two high mill
- three high mill
- four high mill, etc
- tandem mill
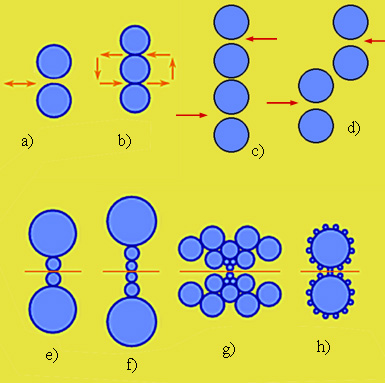
Fig 5.34 a) Two-high mill, b) three-high mill, c) four-high mill, d) tandem mill, e) four-high with work rolls and support rolls, f) six-high with work rolls and support rolls, g) cluster mill and h) planetary (orbital) mill (adjusted from [442])
Another classification of mill stands is based on the stage of the fabrication process:
- Breakdown mill stand serves to reduce the cross-section of the initial solid via a minimum number of passes.
- Roughing (intermediate) mill stands are necessary to change the cross-section from rectangular to intermediate cross-section; the non-uniformity of reduction of the parts of section is the highest in the roughing calibres.
- Finishing mill stand imparts only slight and uniform reduction to rolled sections; the final calibre delivers the outgoing hot cross-section and surface of the finished product.
Based on the configuration of mill stands, rolling mills can be classified as follows:
- Open train
- Various “zig-zag” and “cross-country” configurations
- Continuous mill
- Combinations of the above options
Other rolling processes
These classes of rolling processes utilise rolling process to manufacture spheres, tori, tubes and various bent structures.
In ring rolling, a small-diameter, thick ring is expanded into a larger-diameter. The ring is placed between two rolls, (one is driven). The reduction in thickness is compensated for by an increase in the diameter of the ring. A great variety of cross-sections can be hot or cold rolled with shaped rolls.
The advantages of ring rolling, compared with other processes for making the same part, are short production runs, material savings, close tolerances, and favorable grain flow direction. Typical applications of ring rolling are large rings for rockets and turbines, gearwheel rims, ball and roller bearing races.
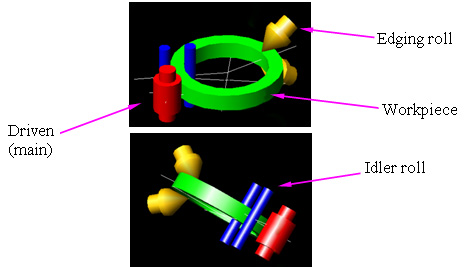
Fig 5.35: Ring rolling
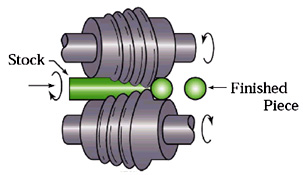
Fig 5.36: Ball Mill: production of steel balls by the skew-rolling process [229]
Ball-rolling mills are designed for producing ball-mill balls, for example 40 to 125 mm diameter, with production capacity 5 to 21 t/h.
Another inventive solution shown in Fig 5.37 enables the production of hollow sections (e.g. tubes and rings) combined with bending about the longitudinal axis. This makes rolling an extremely feasible process for shaping materials of sufficient ductility and plasticity, e.g. steels, Al and Cu alloys etc.
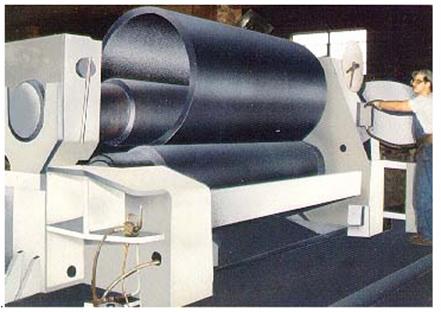
Fig 5.37: Tube rolling [268]